


by
Kevin Duke
Published: June 19th, 2009
Share

The likeable Erik Buell took us on a tour of his company, including a rare look inside the roots of his first facility.
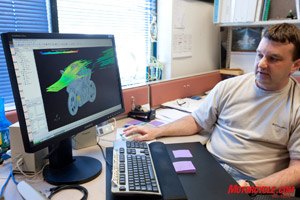
Buell's software is said to accurately predict actual top speeds within 2 mph.

Many a Buell employee has had an entry on the company's crash trophy!

Buell uses state-of-the-art technology in its extensive testing procedures.

Lightweight magnesium is employed for the 1125R's upper fairing bracket. On the left is a lightened version used on Buell's racebikes.
This plaque speaks volumes about Buell's style of business. (Photo by Troy Siahaan)

ELVIS is able to track every part of every Buell motorcycle, including the production process.

Here is a Buell 1125R early into its build. The bike's front end is fitted after the engine is mated to the frame and swingarm.

Every Buell gets placed on this “rolling road” for a final systems check.

Once a racer, always a racer. Erik Buell is actively involved in his company's racing operations.

Duke got a chance to check out the race-winning 1125R at Road America.
More by Kevin Duke
























Comments
Join the conversation